

技术动态
位图照片激光打标参数设置及案例
2021-08-12
来源:
|
位图照片激光打标参数设置及案例
|
|
|
|
Ezcad软件支持常见的所有格式位图(*.jpg *.bmp *.gif *.jpeg *.tga *.png *.tif *.tiff),理论上讲可以选择任何位图作为标刻对象,但毕竟激光器本身条件不同、图片质量(色彩、对比、背景、模糊等)不同,有时标刻出的效果可能并不能令人满意。建议选择以下图片(仅供参考):
人物图片:人物轮廓清晰,人物与背景颜色及对比度反差较大,亮度适中; 景物图片:主体景物(突出景物)与背景颜色及对比度反差较大,亮度适中;并尽可能的减少细微景物,若激光器较好可选择细节鲜明突出的图片,条件允许时尽量不要选择细节本身都带有各种毛刺的景物; 含文字图片:根据突出文字或突出图片的侧重点不同采取不同的处理方式。若要求突出文字且直接标刻位图效果不好时,可将原图片中的文字提取出来用矢量图形式标刻,用EzCad2.0软件或CorDRAW及其他软件均可。方法如下:将原图片导入EzCAD2.0软件或CorDRAW软件,在软件中绘制原图片中的文字,选择与图片中文字一致的字体或近似的字体,用软件中的“节点编辑”功能将绘制的文字与图片中的文字做到完全吻合,选择合适的填充类型及线间距(若有必要可将原图片中的文字剔除)标刻。 一、调节激光器光模式 要想标刻出好的位图位图效果,光模式一定要好:光斑要圆且光斑较小。要求仔细调光确保光斑圆滑无任何毛刺;若由于激光器本身原因引起光斑较大可考虑加光栅器件(加光栅后功耗会相对变大),具体调光方法比较简单这里不在累述。
二、正确设置软件参数 针对选择的标刻位图方式不同,有两种设置方式可供选择:“网点模式”和“调整点功率模式”。一般情况下,在金属材料上标刻位图时选择“网点模式”,在非金属材料及特殊情况下(例如在牛仔布类的材料上标刻位图)选择“调整点功率模式”较好。其中,“调整点功率模式”即我们常说的“灰度”标刻。 在参数的设定中,原则上是保证质量的同时兼顾速度,在质量可以满足要求的情况下尽量提高标刻速度。 基本参数解释: 固定DPI:即图形的分辨率,根据激光器的光斑大小而设定,一般在100—1000之间。DPI值越大,图像越清晰,但要求激光器的光斑也就越小,加工时间就越长。DPI:是指每英寸多少个点,1英寸等于25.4毫米。 反转:勾选此项表示图形的反向色彩,根据标刻的材料调节此项设置。 灰度:勾选此项表示将彩色图形按照灰度图形来处理,将彩色图形转变为256级的灰度图。 网点:类似于Adobe PhotoShop中的“半调图案”功能,使用黑白二色图像模拟灰度图像,用黑白两色通过调整点的疏密程度来模拟出不同的灰度效果。勾选此项表示用网点形式标刻图形,标刻后的图形为点阵式排列。 双向扫描:指加工时位图的扫描方向是双向来回扫描。若激光机的开始延时、结束延时设置不是很合适时,勾选此项会造成网点排列错位现象,所以一般不勾选此项。但用双向扫描速度会快一些。 打点模式:指加工位图的每个像素点时激光是一直开着,还是每个像素点开指定时间。此项设置要根据激光机的具体情况设定,有些激光机Q驱动电源在设定打点时间较少的情况下标刻时不会出光,应加大打点时间。一般为保证速度,此时间设置为激光机正好出光为准,功率较小时适当增加功率。 调整点功率:指加工位图的每个像素点时激光是否根据像素点的灰度调节功率。用此项设置时还应调节“功率映射”中的具体功率映射值,一般设定在3%-15%之间就可以了。(详细设置见后文说明) 扩展:两个“扩展”按钮分别可以对图形做一些简单处理和改变扫面方向及设定隔行扫描。根据特殊情况而定,因材料的纹理不同可能用到改变扫描方向,一般不必调节。 在“高级”参数按钮中,有: 跳转速度:指激光机在未出光情况下,振镜从一个点到另一个点的跳转速度。 跳转位置延时和跳转距离延时:表示给定振镜在完成每一次跳转后的稳定时间,给足够的延时时间让振镜稳定下来后再出光可保证光点圆滑。 下面根据经验列举标刻位图时的设定参数,(本例仅供参考,实际设定值应根据具体激光机配置情况设定。) 设置实例1: 金属材料:金属名片、不锈钢、合金等; 激光器:YAG型(灯泵、半导体); 模式:“网点”形式; 软件配置参数如下图: 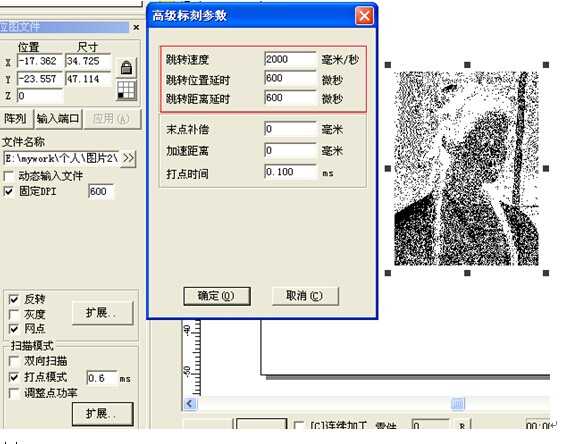 其中: 固定DPI设定:灯泵光斑较大(未做特殊处理时)一般 300-600之间;半导体光斑相对灯泵较小一般500-1000之间;具体设定根据标刻时间及效果,此设置保证图片中点的精密度。 反转:对颜色取反。黑色材料和白色材料不同,考虑用反转;实际要求效果不同,考虑用反转。 网点:一般都勾选此项。 打点模式:一般都勾选此项,设置打点时间以激光机能够出光为准。有些激光器0.05ms以上就可以出光,而有些则需要0.8以上才能出光,根据具体情况设定。此参数越大每个点的出光时间越长,而整体速度就越慢。 跳转速度:一般不按软件默认值设定,对于一般振镜来说,跳转速度设置要低于2500。在保证效果的同时,增大跳转速度会使标刻速度变快。 跳转位置延时和跳转距离延时:保证振镜稳定后激光器才出光的重要参数,对于一般振镜而言,两个参数均在300-800之间。在保证效果的同时,降低两个跳转延时会使标刻速度明显变快。 注:非金属材料也可以用此方式处理位图。 设置实例2 非金属材料:木材、布料、纸张等; 激光器:CO2型(玻璃光或射频管等); 模式:“调整点功率”形式; 软件配置参数如下图: 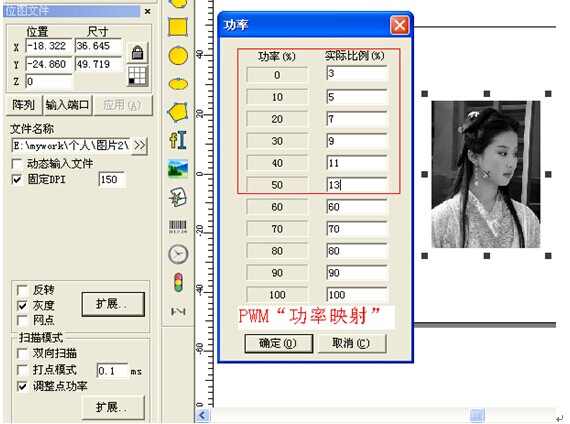 固定DPI设定:一般在非金属材料上标刻时,DPI设定值比金属材料上标刻要低,约为50-300之间,具体设定根据标刻时间及效果,此设置保证图片中点的精密度。 灰度:将彩色图形转变为256级的灰度图。一般可以勾选此项。 调整点功率:此项设置比较重要,可以说是标刻出好效果的关键设置。打开PWM功率映射,一般将实际比例设定为3%-15%即可。上图中红色方框区域表示:当功率设定为50%时,功率输出最大值为13%,其他输出根据图片中灰度点由软件自动计算。 速度:即标刻速度。在用“调整点功率”模式标刻位图时同样起作用,设定速度不同产生的实际效果及标刻时间也会有较大差别。附图片: 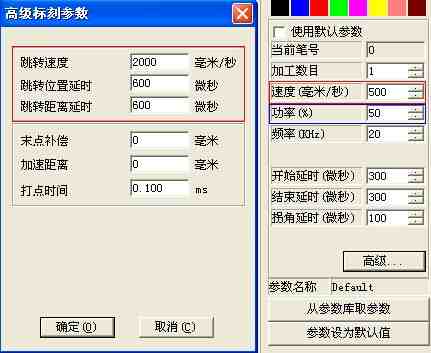 功率:此处设定的功率即激光器的最大输出功率,根据“功率映射”值来设定此处功率。例如:如图中“功率映射”值从3%-13%,则设定功率为50%时,输出最大值为13%,其他输出根据图片中灰度点由软件自动计算。 在高级参数中有“跳转速度”、“跳转位置延时”、“跳转距离延时”与上例中设置相差不多,不在累述。 |