

技术动态
瑞标激光打标机金橙子软件飞行打标系统调试步骤
2021-08-11
来源:
在调试系统前您需要了解以下几点:
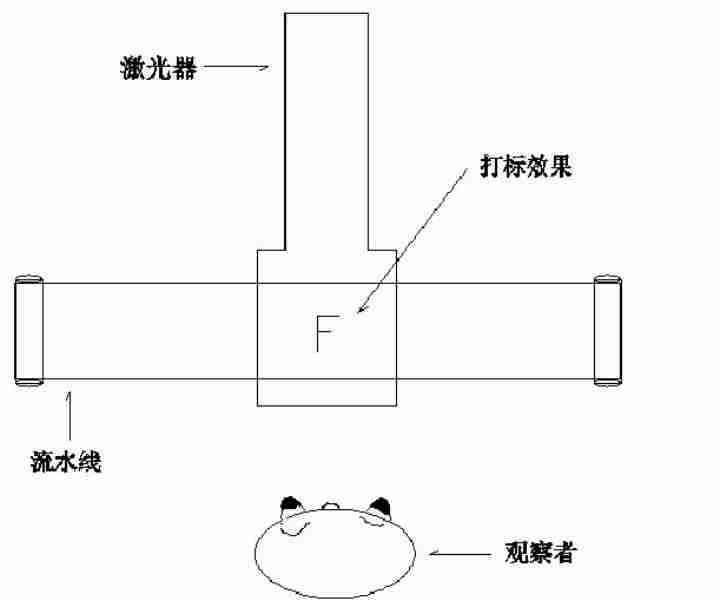
1.请注意下面图 1 中设备的位置和观察者的位置,我们下面所有对方向的描述都使用图 1中观察者的视角,另外,请确保流水线方向平行于X轴(如果有误差将会影响打标效果)。
2. 您需要在软件中设置振镜 1=X(F3 参数,区域选项,振镜 1=X),然后调整 X,Y 振镜的线路,以保证您打标出的字符“F”方向和图 1 中的相同。(如果不是如上设置,那么打标出来的“F”将不会如图所示)
3、您需要在飞标开始前对振镜进行校正来达到最佳的打标效果,请使用 Corfile.exe 软件(外部校正)来校正振镜。(注:我们公司网站上有相关校正视频)
4. 设定打标参数栏,例如:速度,跳转速度以及各种延时。要求要在保证打标效果满意的情况下,尽量使打标时间最短。(这里主要调节打标速度和跳转速度达标速度一定要远远大于流水线速度,否则流水线上的工件已经超出打标范围,而打标操作仍没有完成;跳转速度尽量设置得比较大,因为跳转速度是在激光器没有出光的情况下振镜的移动速度)。
5. 请根据流水线速度设置相应的飞行速度系数(详情请参阅软件设置说明,第四章)。
在此工作方式下,需要注意以下几点:
※ 一般情况下,振镜速度(标刻速度)应远高于线体速度。假如振镜速度没有流水线速度快的话将会产生:流水线上的工件已经过去了,但是打标还没有完成的现象。从而导致打标变形。※此模式要求将要标刻的内容全部放于工作空间内,超出工作空间的内容将无法正常标刻。
※若线体速度较高,可调节“高级”参数中的“跳转速度”及“跳转位置延时”“跳转距离延时”,以便提高振镜速度。建议在飞标的时候尽量把跳转速度调节到振镜能够移动的最大速度,以便在流水线运动的情况下尽可能快速的让振镜移动到相应位置开始打标操作。
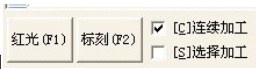
※飞行标刻时,目前版本的飞行标刻必须勾选“工作空间”下方的“连续加工”选项,如图
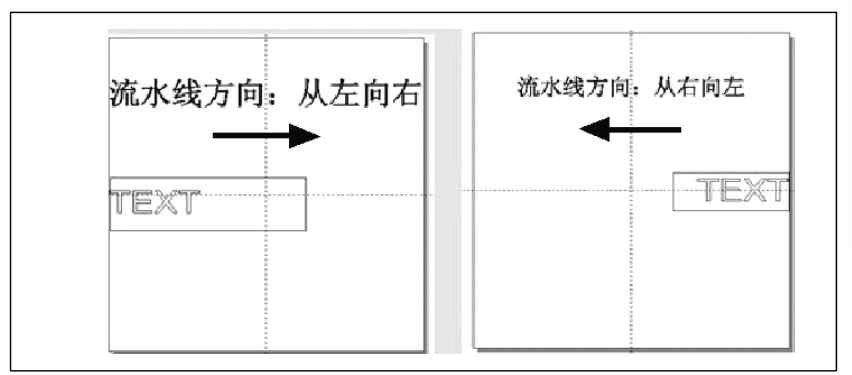
注: 假如您的流水线方向是从左向右,建议您把加工的图案或文字放置在软件工作区间的最左端;相反,则放置到最右端,这样可保证一检测到工件就可以加工,免去振镜先移动到指定位置后再进行加工的情况,同时可以避免打标区域超出振镜工作范围,如图:
软件设置
. 1. 运行EzCad 软件主程序,在工作空间上绘制要标刻的内容。
. 2. 点击 “ 参数 F3 ” 按钮,调到 “ 其他 ” 标签,点击 “ 飞行标刻 ” 按钮,如 下图
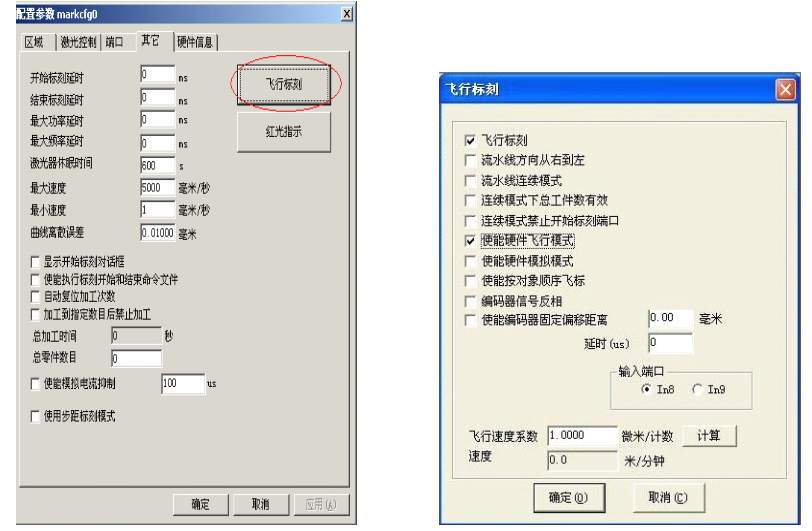
其中各选项意义如下:
飞行标刻:使能“飞行标刻”功能。
流水线方向从右向左:设置流水线运动方向。
流水线连续模式:飞行加工完后发现飞行端口后信号就立即继续加工,如果不勾选就是检查信号上升沿。
流水线连续模式下总工件数有效:勾若选择此选项,则在连续模式下,系统标刻加工的数目达到指定数目后会停止加工,即:相当于连续加工工件的数目,加工达到此数目之后即使检测到信号,板卡也将不再进行加工。
使能硬件飞行模式:指使用旋转编码器来自动跟踪线体速度,编码器的作用是对流水线进行实时监测,同时反馈给板卡。编码器适用于匀速运动或非匀速以及速度不稳定的流水线。
使能硬件模拟模式:指使用模拟硬件的方式来产生线体速度,要求指定飞行速度系数 。此飞行速度系数为生产线的实际速度,单位为毫米/秒或者英寸/分钟。
飞行速度系数:依据如下公式计算该参数并填入:
飞行速度系数 = 编码器每转一圈流水线移动的距离 / 编码器每转脉冲数
另外,还可以通过飞行系数计算工具:让流水线跑一段距离,在软件中输入该距离,软件根据该距离和所接收的脉冲数来自动计算飞行速度系数。(飞行系数值需要非常精确,否则会对打标效果产生影响,建议多次测量 取平均值来尽量减小人为测量误差 )
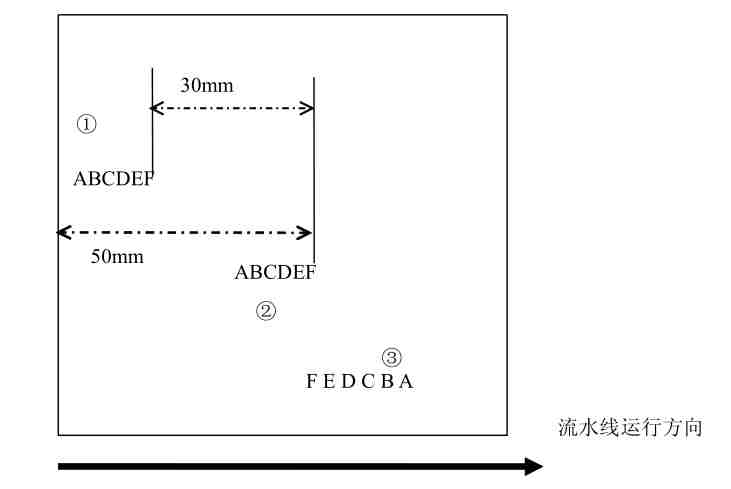
使能编码器固定偏移距离:如下图所示,图中 ABCDEF 为需要打标的图案。一般我们习惯于将图案放置在打标区域的中心(如 2 所示)。此时,当流水线运行方向由左至右时 ,我们软件会按照从右至左的顺序打标该字符串(即打标的顺序为 F E D C B A )。由于流水线在运动,因此实际振镜打标的位置可能如 3 所示。也就是说,振镜一边在跟踪着流水线的运动,一边在进行加工处理。在 3 中,各个字符之间的间距(即实际振镜跳转的距离)是跟流水线的速度相关的,当速度加快时,这个间距会变大(实际加工时,每一个字符中的每一笔线段都是追踪着的,图中仅为示意图)。可以看到,最后一个字符 A 是最靠近振镜打标区域的边界了。当流水线的速度增加到一定程度时,有可能使得 A 字符超出了打标的区域。因此,在 2 的方式下,加工的范围实际是从 F 字符到振镜右边界的范围。此时如果需要提高流水线的速度,可以采用 1 的方式,即把绘制的图形向左移动,此时,加工的范围将在 2 的基础上增加了 30mm。因此,在整个打标时间内,流水线可以多移动 30mm的距离。但这种方式有一个缺陷,即图形的左边界不能超出打标区域的边界,即 A 字符不能超出图中左侧边线。因此,实际最大可加工的范围应该等于振镜加工范围(比如 100mm )减去该图形的长度,仍然不能利用振镜整体的加工幅面。为了解决这个问题,在飞标参数中设置了一个“编码器固定偏移距离”的参数。设置该参数后,打标卡将自动将软件传递的振镜位置参数叠加一个固定的偏移。比如上图中,图形放置在 1 的位置,同时设置“编码器固定偏移距离”为-30,其加工效果和图形放置在 1 的位置是相同的。在理论上,这个参数可以设定的极限值,是从 2 图中 F 的右边界到加工区
域的左边界,即图中 50mm。在此情况下,实际最大可加工的范围等于振镜的可加工范围 。该参数有正负的区别。上图情况下,参数极限值可设置为 负 50 毫米。(此时要确定流水线的速度足够快,以免出现超出打标区域的情况)。
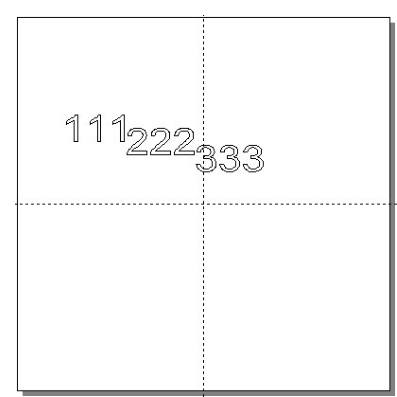
使能按对象顺序飞标:指按照对象列表顺序从上到下进行加工。不勾选此项的话是按照排版位置扫描加工的。如图:对象列表顺序为“1-2-3”。不勾选的话,在流水线方向从左向右时,加工顺序为“3-2-1” ,勾选的话,则按照对象列表中的顺序进行加工,即“1-2-3”
编码器信号反向 :软件模拟编码器反向放置,勾选此项表示编码器输出的脉冲都是负值,即 :速度是负值。让流水线运动,当飞行速度处显示为负值时勾选此项。
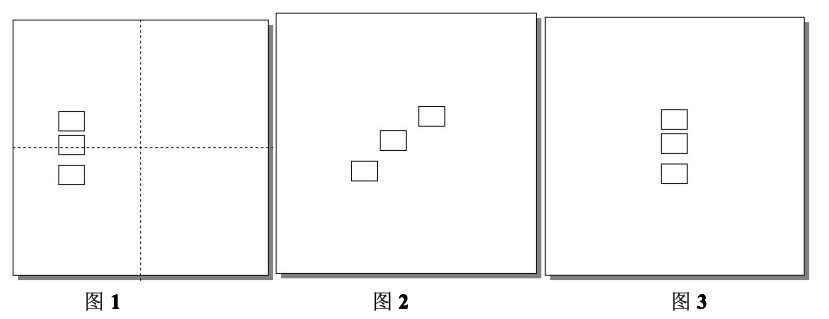
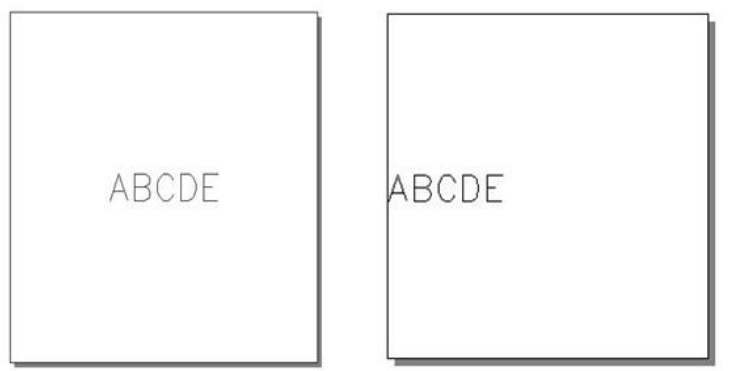
保持加工对象的顺序 :该功能是对加工工件的一个优化,在作图区中作图,如图 1,如果没有勾选这个功能的时候打标出来的图形可能会变成图 2 的样子,勾选了此项功能之后,振镜在加工下面的图形的时候会自动进行优化,以保证加工图样不变形。
输入端口 IN8/IN9 :该端口是飞行标刻下的开始标刻端口。如果客户使用的板卡是最新板卡的话,将不用在参数---端口下设置,直接在该处选择相应的端口即可。如果客户使用的是老板卡,请在参数---端口---开始标刻端口中设置相应的开始标刻端口。注:若使用的板卡是最新版本的PCI板卡,将不用在此设置,软件默认的开始标刻端口为IN3;若使用的板卡非最新版本的板卡,那么需要在端口――开始标刻端口中设置相应的开始标刻端口。计算:该按钮是用来计算飞行速度系数的。让流水线跑一段距离,手动测量距离,输入之后软件会根据接收到的脉冲计算相应的飞行速度系数。根据使用情况不同,各个参数的设定以及调试的步骤也有所区别。
常见问题及处理办法
1. 软件飞行和硬件模拟飞行的区别
软件飞行是我们早期版本的板卡的飞行方式,该方式下是通过软件来模拟飞行,修正打标图形的,飞行速度慢等缺点,针对上述问题,我们研发了硬件飞行,在硬件飞行的情况下,通过硬件来计算飞行速度,修正打标图形,该种飞行模式下修正了上述问题,提高了飞行打标的效率。
2. 飞行状态下添加编码器,延时器等不起作用
飞行标刻状态下软件会自动将所有可加工的工件自动转换成曲线,同时软件不识别非曲线加工对象,也就是说延时器等非曲线对象是不被加工执行的,客户想要实现此操作需勾选“使能按对象顺序加工”,然后添加延时器或者编码器,就可以实现操作了。
3. 加工的字体不均匀
首先确认飞行标刻是否有编码器,在没有编码器的情况下,软件默认的流水线式以一种匀速运动的方式来工作的,出现这种情况可能是由于流水线速度不稳定造成的;另外,在有编码器的情况下,首先确定飞行标刻的飞行系数是否有误差 ,其次,在不影响打标效果的情况下尽量减小各个延迟参数,这样就可以尽量避免不均匀的情况;再次,检查编码器是否与流线有打滑的情况,如果流水线与编码器有打滑的情况,则软件在计算流水线速度的时候会出现错误,那么,打标出来的图形就会有变形。如图:
4、在连续加工的情况下,如何绘制标刻一段文字之后等待一段距离然后继续标刻?
有两种方法可以实现此操作:A. 在参数—其他—飞行标刻选项下,勾选“使能按对象顺序飞标”,然后在工作区域绘制延时器,调整好延时器延时参数就可以实现等间距加工;B. 在有编码器实时监测流水线的情况下,可以在绘制好的图形或文档下添加“绘制编码器移动距离”,然后调整其参数实现等间距打标。或者使用外部测距设备来提供打标信号(光栅尺等)
5. 如何计算飞行系数
飞行速度系数 = 编码器每转一圈流水线移动的距离 / 编码器每转脉冲数或者使用飞行系数计算工具,具体工作原理是:让流水线跑一段距离,在软件中输入该距离,软件根据该距离和所接收的脉冲数来自动计算飞行速度系数。
6. 打标时,流水线速度不稳定,一直改变,打标位置发生了变化,如何保证打标位置不
变?
出现该种情况是由于流水线的速度改变了,但是软件没有及时地调整在已经改变的流水线速度上的图形形状以及位置,出现这种情况就建议客户在不影响打标操作的情况下,尽量减少开光延时,以保证流水线速度改变的同时软件就自动调整来缩短时间差。
7. 飞行打标不勾选连续标刻时能够加工,勾选连续标刻后不能出光
出现这种情况,首先检查开始标刻端口设置,USB 板卡飞行的开始标刻端口为IN8,IN9;PCI 板卡的飞行标刻的开始标刻端口为 IN3;同时检查接线是否正确。另外检查所用检测设备或者开关设备是否能够正常工作。
8. 打标操作时,建议打标图案放置在工作区域相应的边缘,这样可以免去板卡检测到加工信号后,振镜等待工件运动到相应位置才开始打标的时间,而是检测到加工信号后直接开始打标,同时有利于加工幅面较长的图案。如下图(假定流水线从左向右,则将打标图形放置在最左端;相反则放置在最右端)。
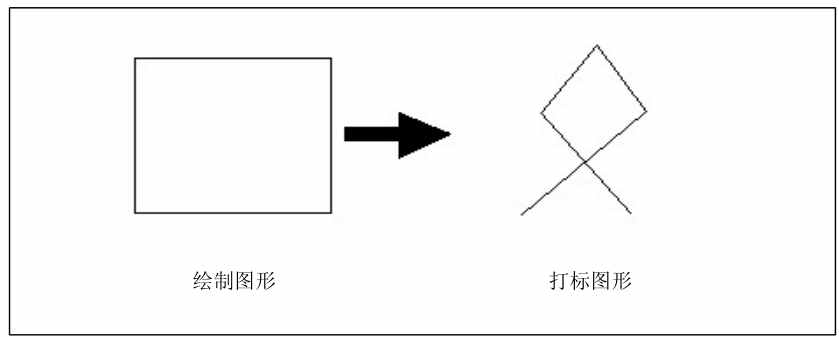
9. 出现以下的情况可能是由于您将振镜的 X,Y 信号线接反了,建议您重新调整 X,Y 的信号线。
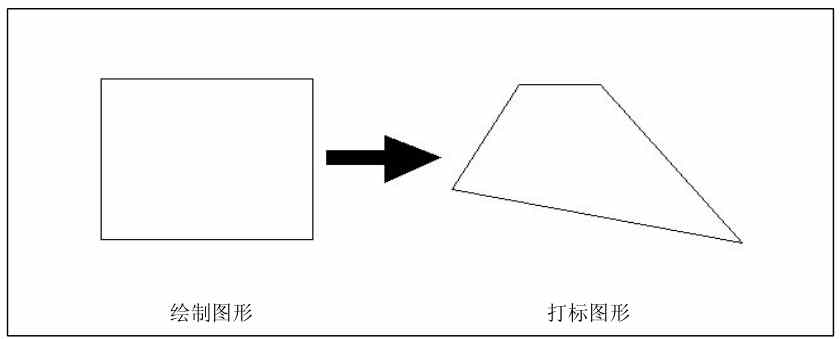
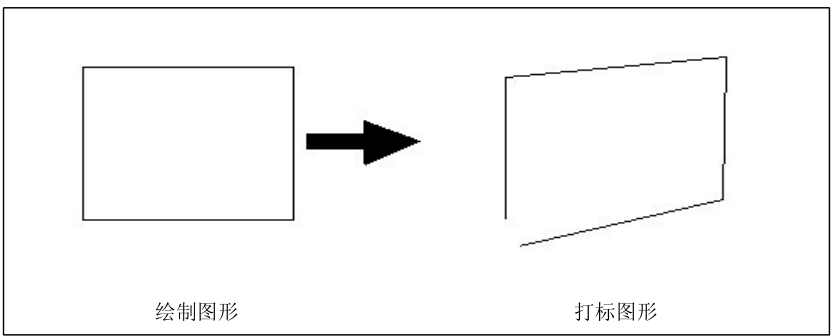
10.出现以下的情况可能是由于您的飞行速度系数设置的比实际的要小,建议您重新测试调整飞行速度系数。
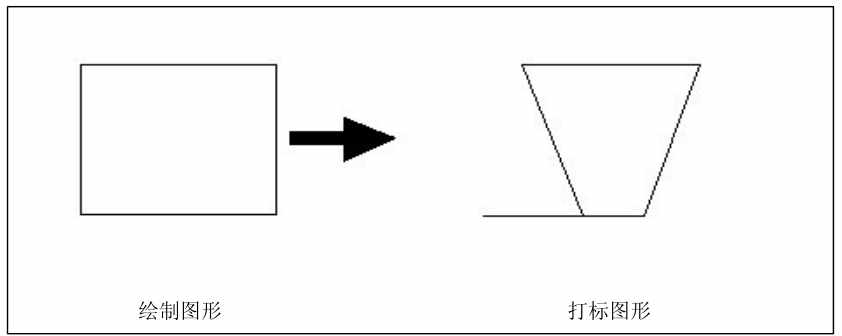
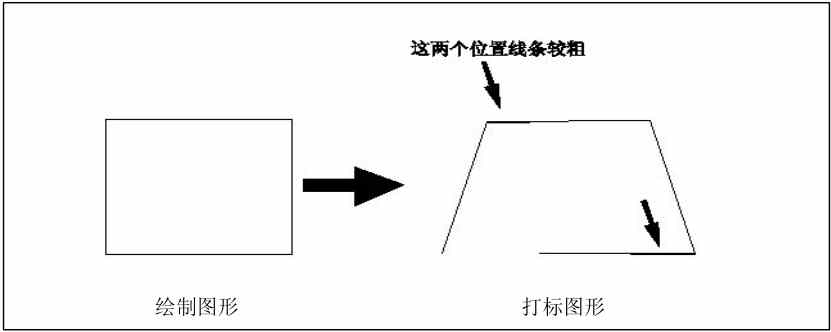
11. 出现以下的情况可能是由于您的飞行速度系数设置的比实际的要大,建议您重新测试调整飞行速度系数。
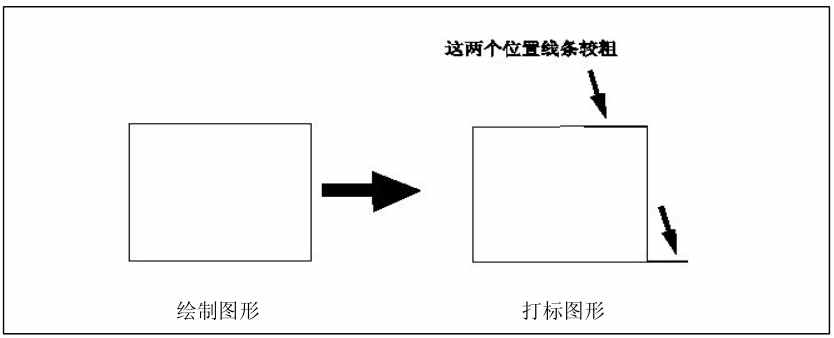
12. 出现以下的情况可能是由于您设置为“振镜 2=X”,建议您“参数”—“区域”选项中将其修改为“振镜 1=X”。
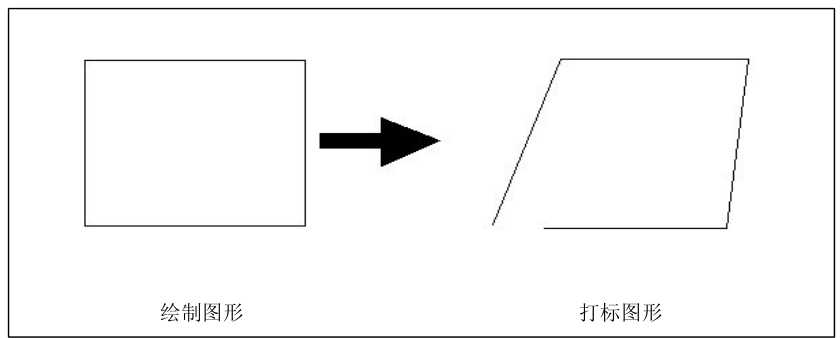
13.出现以下的情况可能是由于您的流水线方向与 X 轴方向不平行导致,建议您调整一下流水线位置,保证其余 X 轴方向平行。
14.出现以下的情况可能是由于您勾选了编码器反向或者您的编码器输出速度是负值造成的,建议您在流水线运动的情况下检查软件中的飞行速度。
15.出现以下的情况可能是由于振镜速度过小或者所画图形超出工作空间导致的,建议您调整振镜速度或者调整图形在工作空间的位置。
注: : 如果飞行标刻效果不好, 请严格按照调试步骤重新检查设备 , 确保每一个步骤都没有出现错误。如有问题, 请咨询重庆瑞标机电有限公