技术动态
金属管材收缩应变比(CSR)试验方法
2022-11-23
来源:
金属管材收缩应变比(CSR)试验方法
Contractile Strain Ratio Testing of Metal Materials Tubing
前 言
- 为填补国内金属管材收缩应变比试验方法的空白,起草了 GB/T 34645-2017《金属管材收缩应变比试验方法》.对该标准的编制原则、主要技术指标及与国外标准的区别等进行了详细的说明.GB/T 34645-2017较国外同类标准增加了原理说明、测量基准一致性要求、弹性回滞现象的说明等,可完全满足国内航天、航空及核用重要用途金属管材产品进行收缩应变比试验的需求.
- 本标准修改采用ASTM B811-13《核反应堆包壳管用高精度锆合金无缝管技术标准》中 的A4部分《锆合金管材收缩应变比推荐试验方法》,及SAE AS4076《钛合金液压管收缩应变比试验方法》(英文版)。由中国有色金属工业协会提出。由全国有色金属标准化技术委员会(SAC/TC23)归口。
- 起草单位:宝钦集团有限公司、宝鸡钦业股份有限公司、西部金属材料股份有限公司、国核宝钦结业股份公司、中国航空发动机集团公司北京航空材料研究院、陕西亿创钦钻检测有限公司;本标准主要起草人:李剑、刘宏伟、徐军梅、马忠贤、杨小娟、李荣、武杰、陆玉华、麻凯、张旺峰、李超张嘉伟...
- 激光标距刻线机生产企业为:重庆瑞标机电有限公司;
金属管材收缩应变比(CSR)试验方法
激光标距刻线机金属管材收缩应变比 是2018年4月1日实施的一项中华人民共和国国家标准,归口于全国有色金属标准化技术委员会。规定了测定金属管材收缩应变比的方法。《金属管材收缩应变比试验方法》 (GB/T 34645-2017) 适用于钵、错及不锈钢等金属高精度特殊用途管材收缩应变比CSR的测试。其原理是在单轴拉伸应力作用下管材产生均匀塑性变形,收缩应变比(CSR)即为管材周向塑性真应变(Ec)和壁厚塑性真应变(Er)的比值。由于变形前后管材标距、周长和壁厚符合体积不变原理,满足关系式:Ea+ Ec+ Er=0。通过测量指定塑性应变水平下的轴向塑性真应变(Ea)和周向塑性真应变(Ec),间接计算管材收缩应变比CSR值。刻线方式是:4 条 90°均分线,且与轴向平行的标线,再3 条间距为25mm的圆周线,同时圆周线所在的截面必须垂直于管材的轴线;检测方法是:将管材在拉伸机上施加小应变拉伸、测量管材指定位置轴向标距和直径的变化,计算管材 CSR 值。由于直径应变量很小,又采用自然对数计算结果,任何测量引起的误差会使CSR值的计算结果产生明显偏差。
一、范围
本标准规定了测定金属管材收缩应变比(CSR)的方法。
本标准适用于钛、锆等高精度特殊用途管材收缩应变比的测试。
二、规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注名日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本部分。
GB/T228.1 金属材料 拉伸试验 第1部分:室温试验方法(GB/T228.1-2010,ISO 6892-1:2009,MOD)
GB/T12160 单轴试验用引伸计的标定(GB/T12160-2002, ISO 9513:1999,IDT)
GB/T8170 数值修约规则与极限数值的表示和判断
三、术语和定义
GB/T228.1中界定的术语和定义适用于本标准。
3.1轴向塑性真应变 true axial strain
Ea
在单轴拉伸应力作用下管材产生均匀塑性变形,变形后轴向标距与变形前轴向标距比值的自然对数。
3.2周向塑性真应变 true circumferential strain
Ec
在单轴拉伸应力作用下管材产生均匀塑性变形,变形后周长与变形前周长比值的自然对数。
3.3壁厚塑性真应变 ture radial strain
Er
在单轴拉伸应力作用下管材产生均匀塑性变形,变形后壁厚与变形前壁厚比值的自然对数。
3.4收缩应变比 contractile strain ratio
CSR
在单轴拉伸应力作用下管材产生均匀塑性变形,管材周向塑性真应变和壁厚塑性真应变的比值,CSR=Ec/Er 。
四、符号
本标准使用的符号及说明见表1。
表1 符号和说明
|
符 号
|
单 位
|
说 明
|
|
do
|
mm
|
管材原始直径
|
|
d
|
mm
|
管材轴向拉伸变形后的直径
|
|
Lo
|
mm
|
管材轴向原始标距
|
|
L
|
mm
|
管材轴向拉伸变形后的标距
|
|
Ea
|
—
|
轴向塑性真应变
|
|
Ec
|
—
|
周向塑性真应变
|
|
Er
|
—
|
壁厚塑性真应变
|
|
CSR
|
—
|
收缩应变比
|
五、原理及方法概述
5.1原理
在单轴拉伸应力作用下管材产生均匀塑性变形,收缩应变比(CSR)即为管材周向塑性真应变(Ec)和壁厚塑性真应变(Er)的比值。由于变形前后管材标距、周长和壁厚符合体积不变原理,满足关系式:Ea+ Ec+ Er=0。通过测量指定塑性应变水平下的轴向塑性真应变(Ea)和周向塑性真应变(Ec),间接计算管材收缩应变比CSR值。关系式如下:
5.2方法概述
在管材表面划标记线,作为应变测量的基准线。将管材在拉伸机上施加小应变拉伸、测量管材指定位置轴向标距和直径的变化,计算管材 CSR 值。由于直径应变量很小,又采用自然对数计算结果,任何测量引起的误差会使CSR值的计算结果产生明显偏差。因此,为保证测试过程的精度和复现性,划线应使用分度仪和高度尺或专用的划线仪,小应变拉伸采用万能试验机,管材变形前后的测量推荐采用非接触式测量装置如视频仪或更高精度的仪器。
六、试验装置
6.1拉伸试验机应符合GB/T 228.1对设备的要求。
6.2划线装置应是带有分度卡盘和顶尖的试样固定装置,并具有激光标识或感光树脂等划线功能的组合装置。
6.3测量装置应是具有规定放大倍率下测量管材直径和标距长度的精密仪器,推荐使用直径和长度一体化测量装置。标距长度测量精度不低于0.0127mm,直径测量精度应不低于0.005mm。推荐使用类似图1的测量装置。
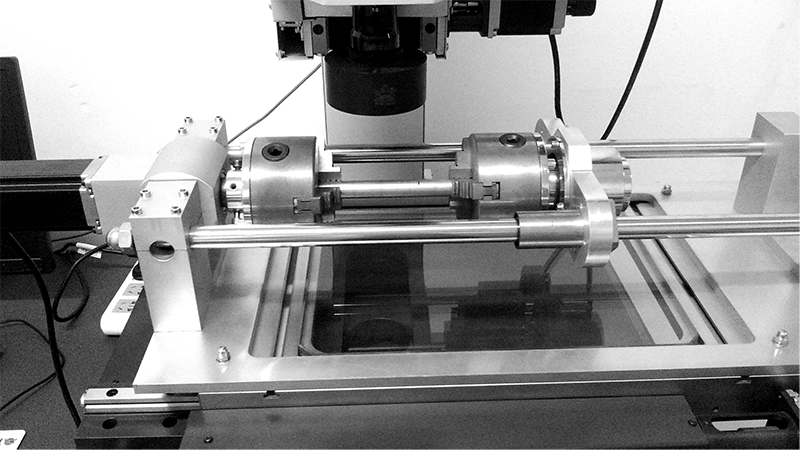
图1 管材测量装置
七、试样
7.1取样
试样应在成品管材切取,数量和位置按照相关产品标准要求执行。
7.2 试样尺寸
若产品标准无特殊规定,试样尺寸应满足GB/T 228.1中S8的要求。试样总长度与端塞夹头之间长度的选取,应保证端塞处的局部变形尽量不影响标距内的均匀变形。
7.3试样制备
7.3.1试样表面应无划痕,应有较小的椭圆度,不应有明显的弯曲。试样两端车销平齐,且倒角去除加工毛刺,并配合相应的端塞。
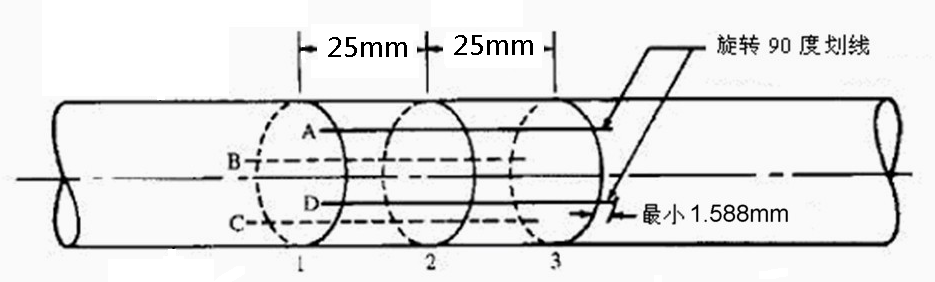
7.3.2使用专用CSR 试样划线装置于管材表面精确划线。当采用有损管材表面的划线方式时,划线的深度不能超过0.0127mm。该试样标线由以下几个方面组成:
a)4 条 90°均分,且与轴向平行的标线,标示为 A、B、C、D。见图 2;
b)3 条间距为25mm的圆周线(圆周线所在的截面必须垂直于管材的轴线),标示为 1、2 和 3。见图 2。
图2 管材划线示意图
八、试验程序
8.1拉伸前试样测量
试样安装在测量装置上,经视屏放大,放大后的纵向标距线和三条圆周线的交叉示意见图3。测量标距长度时,需以交叉点的同一方向的圆周线外缘为基点,见图3中A1和A3点。其它如B1、B3;C1、C3;D1、D3等基点与此要求一致。
8.1.1标距长度的测量
测量1号和3号圆周线之间的纵向标距长度:A1A3、B1B3、C1C3、D1D3,并求出平均值LO。
8.1.2外径的测量
测量1号、2号、3号圆周线与A、B、C、D四条标距纵线的交叉点对应的试样直径:A1C1、 B1D1、A2C2、B2D2、A3C3、B3D3,并求出平均值dO。
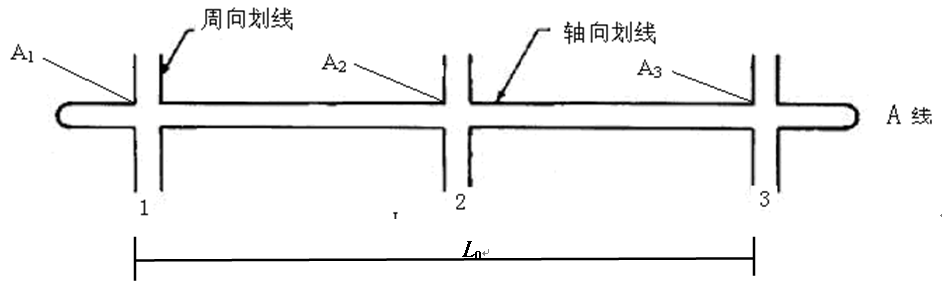
图3 放大后试样纵向标距线和圆周线交叉示意
8.2 规定应变拉伸
8.2.1拉伸试验程序执行GB/T228.1的规定,试验应在 23℃±5℃内进行。
8.2.2试样拉伸时两端加持部位需插入紧密配合的端塞,端塞的长度应超出楔形夹块2/3。
8.2.3以(0.005±0.002)mm/mm/min的应变速率拉伸试样,直到引伸计示值达到规定的应变时终止,摘除引伸计后将试样卸载。核用锆管推荐拉伸至总延伸率为3-6 %时停止拉伸试验,TA18钛合金液压管推荐拉伸至总延伸率为(3.75±0.25)%时停止拉伸试验,具体拉伸停止的总延伸率值应以材料标准规定为准。
8.3拉伸后试样测量
重复8.1的过程,进行拉伸后轴向标距及直径测量,并分别计算标距和直径的平均值L和d 。试样拉伸前后标距和直径测量的位置点要保证一致,一般在测量时做好必要的标记。
九、计算
9.1轴向塑性真应变(Ea)的计算按公式1进行。
9.2周向塑性真应变(Ec)的计算按公式2进行。
9.3壁厚塑性真应变(Er)的计算按公式3进行。
9.4 收缩应变比的计算按公式4进行。
十、有效性判断
10.1 CSR表达式只适合均匀塑性应变阶段的情况,当标距范围内出现明显颈缩时则试验无效,应补做同样数量的试验。
10.2收缩应变比计算值应修约到0.01。
十一、试验报告
试验报告应至少包括以下内容:
a) 本标准的编号;
b) 试样信息及标识;
c) 规定的塑性应变;
d) 轴向塑性真应变、周向塑性真应变、壁厚塑性真应变;
e)收缩应变比CSR试验结果;
f)试验人员及试验日期。
激光标距刻线机如下图